

Երբ խոսքը վերաբերում է ձեր մեխանիկական համակարգերի արդյունավետության և երկարակեցության մաքսիմալացմանը, շղթայական ատամնանիվների ընտրությունը գերակա է: Եկեք խորանանք նյութերի, չափերի, կառուցվածքների և սպասարկման հիմնական ասպեկտների մեջ, որոնք կբարձրացնեն ձեր գործունեությունը նոր բարձունքների:
Նյութի ընտրությունԵրբ խոսքը վերաբերում է ձեր մեխանիկական համակարգերի օպտիմալացմանը, շղթայական ատամնանիվների նյութերի ընտրությունը կարևորագույն նշանակություն ունի: Դուք պետք է համոզվեք, որ ձեր ատամնանիվների ատամները ունեն բավարար շփման հոգնածության դիմադրություն և մաշվածության դիմադրություն: Ահա թե ինչու բարձրորակ ածխածնային պողպատը, ինչպիսին է 45 պողպատը, հաճախ նախընտրելի ընտրություն է: Այդ կարևոր կիրառությունների համար դիտարկեք 40Cr կամ 35SiMn-ի նման համաձուլվածքային պողպատների փոխարինումը՝ բարելավված կատարողականության համար:
Ատամնաձողերի ատամների մեծ մասը ենթարկվում է ջերմային մշակման՝ 40-ից 60 HRC մակերեսային կարծրություն ստանալու համար, ինչը երաշխավորում է, որ դրանք կարող են դիմակայել շահագործման դժվարություններին: Կարևոր է նշել, որ փոքր ատամնանիվները ավելի հաճախ են միանում, քան իրենց մեծերը, և ենթարկվում են ավելի մեծ հարվածների: Հետևաբար, փոքր ատամնանիվների համար օգտագործվող նյութերը պետք է գերազանցեն ավելի մեծերի համար օգտագործվող նյութերին:
Հարվածային բեռներին դիմակայելու կարիք ունեցող աստղանիվների համար ցածր ածխածնային պողպատը հիանալի տարբերակ է: Մյուս կողմից, ձուլածո պողպատը իդեալական է այն աստղանիվների համար, որոնք մաշվածության են ենթարկվում, բայց ուժեղ հարվածային տատանումների չեն ենթարկվում: Եթե ձեր կիրառությունը պահանջում է բարձր ամրություն և մաշվածության դիմադրություն, ապա համաձուլված պողպատը լավագույն տարբերակն է:
Ձեր շղթայական ատամնանիվների համար ճիշտ նյութերի մեջ ներդրում կատարելը ոչ միայն մեծացնում է դրանց երկարակեցությունը, այլև բարձրացնում է ձեր մեխանիկական համակարգերի ընդհանուր արդյունավետությունը: Մի՛ զիջեք որակի հարցում՝ ընտրեք իմաստուն կերպով և հետևեք ձեր կատարողականի թռիչքին:
Հիմնական չափսեր և կառուցվածքային ընտրություններ
Ատամնաձև ատամնանիվների հիմնական չափերը հասկանալը կարևոր է օպտիմալ աշխատանքի համար: Հիմնական չափերն են ատամների քանակը, թեքության շրջանի տրամագիծը, արտաքին տրամագիծը, արմատի տրամագիծը, ատամի բարձրությունը թեքության բազմանկյան վերևում և ատամի լայնությունը: Թեքության շրջանը այն շրջանն է, որի վրա գտնվում է շղթայի քորոցների կենտրոնը՝ հավասարաչափ բաժանված շղթայի թեքության վրա:Ինչպես ցույց է տրված ստորև՝
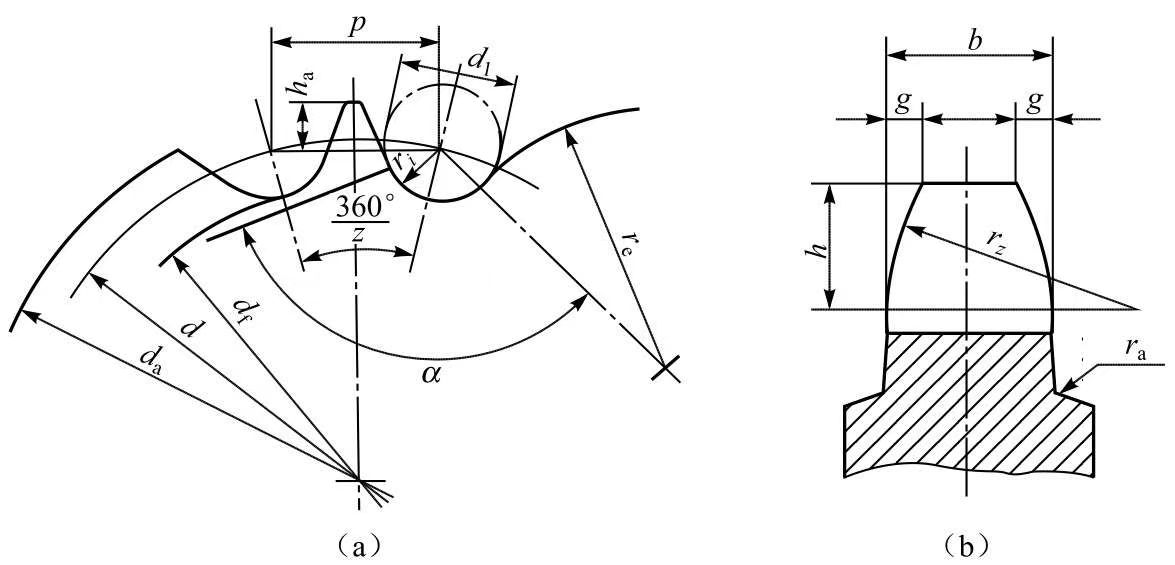
Ատամնաձիգները լինում են տարբեր կառուցվածքային ձևերի, այդ թվում՝ միագույն, անցքավոր, եռակցված և հավաքված տեսակների։ Չափից կախված՝ կարող եք ընտրել համապատասխան կառուցվածքը. փոքր տրամագծով ատամնանիվները կարող են լինել միագույն, միջին տրամագծով ատամնանիվները հաճախ օգտագործում են անցքավոր կառուցվածք, իսկ մեծ տրամագծով ատամնանիվները սովորաբար համատեղում են տարբեր նյութեր ատամի օղակի և միջուկի համար, որոնք միացված են եռակցման կամ պտուտակների միջոցով։ Կոնկրետ օրինակների համար այցելեք Goodwill's կայքը։ատամնանիվկատալոգներ.
Ատամի դիզայն. արդյունավետության սիրտը
Ատամնաձև աստղանիվի ատամների քանակը զգալիորեն ազդում է փոխանցման տուփի սահունության և ընդհանուր կյանքի տևողության վրա: Կարևոր է ընտրել ատամների համապատասխան քանակ՝ ո՛չ շատ, ո՛չ էլ քիչ: Ատամների չափազանց քանակը կարող է կրճատել շղթայի կյանքի տևողությունը, մինչդեռ չափազանց քիչը կարող է հանգեցնել անհարթության և դինամիկ բեռների աճի: Այս խնդիրները մեղմելու համար խորհուրդ է տրվում սահմանափակել փոքր աստղանիվի ատամների նվազագույն քանակը, որը սովորաբար սահմանվում է Zmin ≥ 9: Փոքր աստղանիվի ատամների քանակը (Z1) կարելի է ընտրել շղթայի արագության հիման վրա, ապա մեծ աստղանիվի ատամների քանակը (Z2) կարելի է որոշել փոխանցման հարաբերակցության միջոցով (Z2 = iZ): Հավասարաչափ մաշվածության համար աստղանիվի ատամները, որպես կանոն, պետք է լինեն կենտ թվեր:

Օպտիմալ շղթայական փոխանցման դասավորություն
Շղթայական փոխանցման համակարգի դասավորությունը նույնքան կարևոր է, որքան բաղադրիչները։ Շղթայական փոխանցման համակարգի տարածված դասավորությունը ներկայացված է ստորև։
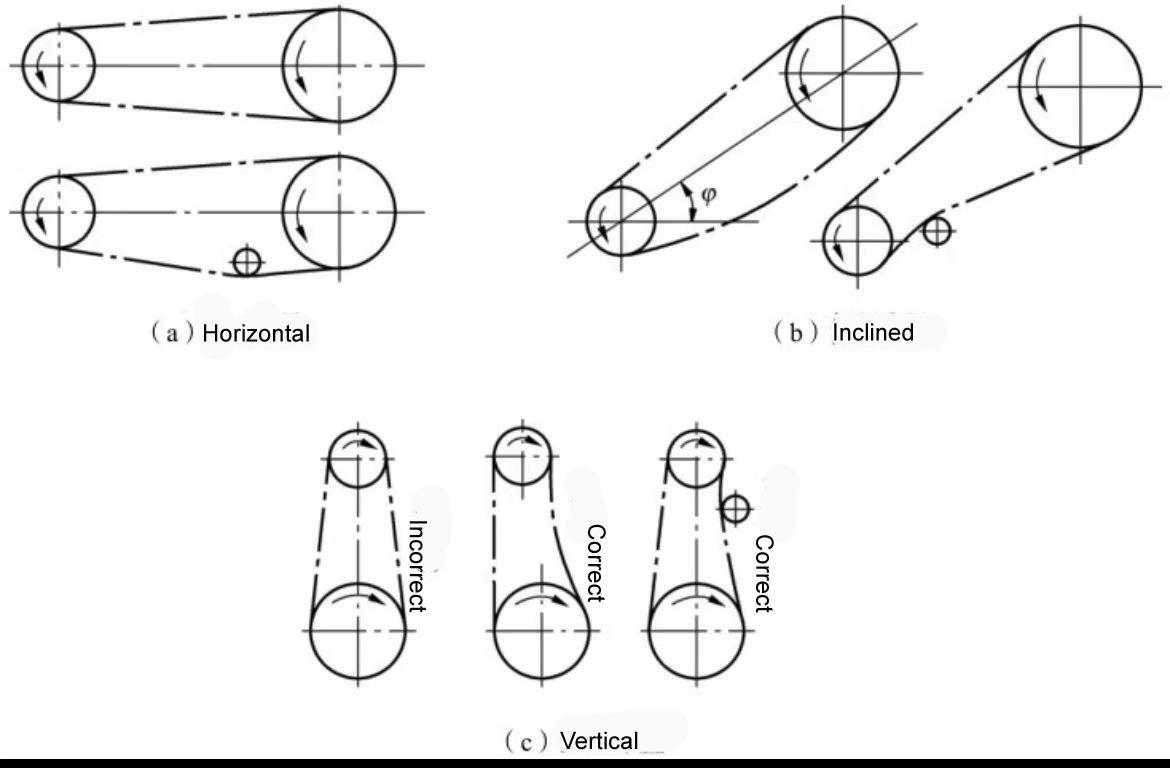
Հորիզոնական դասավորություն. Համոզվեք, որ երկու ատամնանիվների պտտման հարթությունները համընկնում են նույն ուղղահայաց հարթության մեջ, և որ դրանց առանցքները զուգահեռ են՝ շղթայի անջատումը և աննորմալ մաշվածությունը կանխելու համար։
Թեք դասավորություն. Երկու աստղանիվների կենտրոնական գծերի և հորիզոնական գծի միջև անկյունը պահեք որքան հնարավոր է փոքր, իդեալականում՝ 45°-ից պակաս, որպեսզի խուսափեք ստորին աստղանիվի վատ ներգրավումից։
Ուղղահայաց դասավորություն. խուսափեք երկու աստղանիվների կենտրոնական գծերը 90° անկյան տակ պահելուց, փոխարենը վերին և ստորին աստղանիվները մի փոքր շեղեք մեկ կողմով։
Շղթայի դիրքավորումը. Շղթայի ամուր կողմը տեղադրեք վերևում, իսկ թուլացած կողմը՝ ներքևում՝ չափազանց թեքությունը կանխելու համար, որը կարող է խանգարել աստղանիվի ատամներին։
Լարում օպտիմալ աշխատանքի համար
Շղթայի փոխանցման ճիշտ լարումը կենսական նշանակություն ունի չափազանց թեքությունը կանխելու համար, որը կարող է հանգեցնել վատ ներգրավման և թրթռումների: Երբ երկու ատամնանիվների առանցքների միջև անկյունը գերազանցում է 60°-ը, սովորաբար օգտագործվում է լարող սարք:
Լարման տարբեր մեթոդներ կան, որոնցից ամենատարածվածը կենտրոնական հեռավորության կարգավորումն ու լարող սարքերի օգտագործումն է: Եթե կենտրոնական հեռավորությունը կարգավորելի է, կարող եք այն փոփոխել՝ ցանկալի լարվածությունը ստանալու համար: Հակառակ դեպքում, կարելի է ավելացնել լարող անիվ՝ լարվածությունը կարգավորելու համար: Այս անիվը պետք է տեղադրվի փոքր ատամնանիվի թուլացած կողմի մոտ, և դրա տրամագիծը պետք է նման լինի փոքր ատամնանիվի տրամագծին:
Քսման կարևորությունը
Քսայուղը կարևոր է շղթայական փոխանցման մեխանիզմների օպտիմալ աշխատանքի համար, մասնավորապես՝ բարձր արագությամբ և ծանր բեռների դեպքում: Ճիշտ յուղումը զգալիորեն նվազեցնում է մաշվածությունը, մեղմացնում հարվածները, մեծացնում բեռնունակությունը և երկարացնում շղթայի կյանքի տևողությունը: Հետևաբար, արդյունավետ աշխատանքն ապահովելու համար կարևոր է ընտրել յուղման համապատասխան մեթոդը և յուղանյութի տեսակը:
Քսման մեթոդներ:
Սովորական ձեռքով յուղում. Այս մեթոդը ներառում է յուղի տարայի կամ խոզանակի օգտագործումը շղթայի թուլացած կողմում գտնվող ներքին և արտաքին միացնող թիթեղների միջև ընկած ճեղքերին յուղ քսելու համար: Խորհուրդ է տրվում այս առաջադրանքը կատարել հերթափոխի ընթացքում մեկ անգամ: Այս մեթոդը հարմար է ոչ կրիտիկական շարժիչների համար՝ v ≤ 4 մ/վ շղթայի արագությամբ:
Կաթիլային յուղի մատակարարման յուղում. Այս համակարգը առանձնանում է պարզ արտաքին պատյանով, որտեղ յուղը կաթում է ներքին և արտաքին միացնող թիթեղների միջև ընկած ճեղքերի մեջ՝ յուղի բաժակի և խողովակի միջոցով, որը գտնվում է թուլացած կողմում: Միաշարք շղթաների համար յուղի մատակարարման արագությունը սովորաբար կազմում է 5-20 կաթիլ րոպեում, առավելագույն արժեքն օգտագործվում է ավելի բարձր արագությունների դեպքում: Այս մեթոդը հարմար է v ≤ 10 մ/վ շղթայի արագությամբ շարժիչների համար:
Յուղի լոգարանում յուղում. Այս մեթոդում արտահոսք չունեցող արտաքին պատյանը թույլ է տալիս շղթային անցնել կնքված յուղի ռեզերվուարի միջով: Պետք է զգույշ լինել շղթան չափազանց խորը չսուզելուց, քանի որ չափազանց խորը սուզումը կարող է հանգեցնել յուղի զգալի կորստի՝ խառնաշփոթի պատճառով և կարող է հանգեցնել յուղի գերտաքացման և քայքայման: Ընդհանուր առմամբ խորհուրդ է տրվում 6-12 մմ սուզման խորություն, ինչը այս մեթոդը հարմար է դարձնում v = 6-12 մ/վ շղթայի արագությամբ շարժիչների համար:
Շաղափողային յուղի մատակարարման յուղում. Այս տեխնիկան օգտագործում է փակ տարա, որտեղ յուղը ցայտում է շաղափողային թիթեղի միջոցով: Այնուհետև յուղը ուղղվում է շղթային պատյանի վրա տեղադրված յուղ հավաքող սարքի միջոցով: Շաղափողային թիթեղի ընկղմման խորությունը պետք է պահպանվի 12-15 մմ-ի վրա, իսկ շաղափողային թիթեղի արագությունը պետք է գերազանցի 3 մ/վ՝ արդյունավետ յուղում ապահովելու համար:
Ճնշման տակ յուղում. Այս առաջադեմ մեթոդում յուղը շղթայի վրա ցողվում է յուղի պոմպի միջոցով, որի ծայրակալը ռազմավարականորեն տեղադրված է շղթայի միացման կետում: Շրջանառվող յուղը ոչ միայն յուղում է, այլև ապահովում է սառեցման ազդեցություն: Յուրաքանչյուր ծայրակալի յուղի մատակարարումը կարող է որոշվել շղթայի քայլի և արագության հիման վրա՝ համապատասխան ձեռնարկներին դիմելով, ինչը այս մեթոդը դարձնում է հարմար v ≥ 8 մ/վ շղթայի արագությամբ բարձր հզորությամբ շարժիչների համար:
Ձեր մեխանիկական համակարգերի օպտիմալ աշխատանքի և արդյունավետության հասնելու համար կարևոր է հասկանալ շղթայական ատամնանիվի ընտրության և սպասարկման կարևորագույն կողմերը: Մի թողեք ձեր մեքենայի հաջողությունը պատահականությանը՝ կայացրեք տեղեկացված որոշումներ, որոնք կտան երկարատև արդյունքներ:
Ճիշտ նյութերի, չափերի և սպասարկման ռազմավարությունների ընտրությունը կարևոր է ձեր գործողությունների սահուն և արդյունավետ ընթացքն ապահովելու համար: Այս գործոնները առաջնահերթ համարելով՝ դուք կարող եք բարձրացնել ձեր սարքավորումների երկարակեցությունն ու հուսալիությունը:
Եթե ունեք որևէ հարց աստղանիվների վերաբերյալ կամ ձեզ անհրաժեշտ է մասնագիտական խորհրդատվություն, խնդրում ենք մի հապաղեք կապվել մեզ հետ հետևյալ հասցեով.export@cd-goodwill.comՄեր նվիրված թիմը պատրաստ է օգնել ձեզ Sprocket-ի հետ կապված ձեր բոլոր կարիքների հարցում։
Հրապարակման ժամանակը. Նոյեմբերի 21-2024



